Perchoerus-peccary mold.
As with all fossil specimens, there is some pre-molding preparation that is necessary. This specimen was no exception. The original is a rare and wonderful Perchoerus (peccary) specimen. Any cracks or opeings must be filled with clay to prevent the silicone molding material from seeping in and causing problems when the mold is removed. The problems being either pulling the fossil apart or filling the cracks in the fossil with blue silicone (not very attractive or of much scientific worth).
Once the fossil is ready for casting, a clay base is created. To determine where the bottom of the mold and the top shoud meet, find the narrowest point on the fossil or some other defining point (like the support bar at the back of the jaw (you can see it in photos 3 & 4). Mold alignment blocks (Legos) are placed between fossil and the edge of the clay. Sprues must be placed at high points to allow air to escape as the resin is poured in through the pour hole. The pour hole will be the larger clay block that is attached to the fossil. Then a mold frame is created to hold the silicone for the first half of the mold. If you have looked at some of the other molds for our other specimens, you may have noticed that some mold frames are heavier than this one. That is because those mold are cast under pressure due to those specimens using polyurethan foam for the cast. The cast for this specimen will use a solid resin materrial and therefore will not be cast under pressure and no frame is required for casting. The mold pieces are held together by rubber bands during the casting process. The silicone is poured into this half of the mold and allowed to cure one to two days. After it has cured, you can remove the frame from the first half and clay base. Remove the clay base, leaving the first half of the mold in contact with the fossil specimen. Return the frame to the molded first half and specimen and pour the second half. Wait another one to two days. Remove the frame from the cured mold and pull the mold off the specimen. The mold for the lower jaw is now ready to be used to create casts.
This mold had some special issues. If you look at photo number nine (left eye socket) and number ten, you will notice that the space between the two points at the back of the eye socket is very narrow. If you pour that side of the fossil as a single piece one of two things will happen. Either the fossil will break when you try to remove the mold or the mold will tear because the mold coming out of the socket is larger than the hole. Neither of these options is acceptable. The solution is that the mold in any one area of the cavity be only large enough to be removed easily during the demolding process. This meant that the base of the mold needed to rise high enough into the cavity to minimize the mold material that would be in the eye socket and the rear part of the cavity and still pull out easily from below..
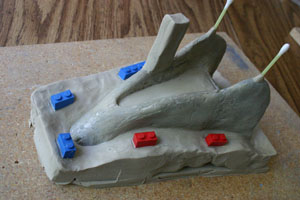
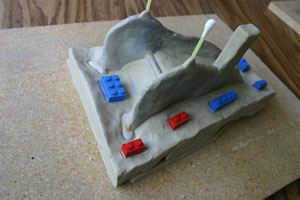
By studying the specimen you can determine where the separation points between the pieces of the mold need to be. With the eye socket and the cavity behind there is a crest at each of the two points. This is a natural break between the two sections. Allowing the base to rise as far as possible into the cavity will further ease removal of the mold at the back. This explains the logic for the positioning of the side wing separations of the mold. The mid-wall is placed so that the halves will be relatively equal to avoid demolding problems. The exception is that the pour hole must be on one side or the other. I suppose that the pour hole could also be split between one side and the other. That would take away some of the demolding problems from that part of the mold and cast. If you don't split the pour hole between the sections, then the barrier wall must be sufficiently away from the pour hole to prevent the mold from tearing when that part of the mold and cast are separated (usually at least a quarter of an inch). The pour hole should be large enough to accept the liquid resin easily before it can set up. The sprues that you see (q-tips) will allow the air in the mold to escape as the resin is poured in allowing all areas of the mold to be cast. Additionally, you want the walls between the sections of the mold to be thick enough that they don't move or collapse when the silicone is poured in. The lego blocks that you see are there to allign the different pieces of the mold and prevent slipping during the casting process.
After each section is poured, it must cure for one to two days, before you can pour the next section. Before the next section can be poured, the clay between the last section and the next section must be carefully removed. Any clay that is missed will result in repairs that must be made to the cast later (every time a cast is made - forever). You should plan how the mold will be poured and place your separation walls accordingly. Look at the photo to the right and you can see how I planned to mold pouring process. One side could have been poured first, then the other. I chose to pour the front first, then the back half. Once the top portion of the mold was poured, then the clay at the bottom half was removed and the bottom was poured.
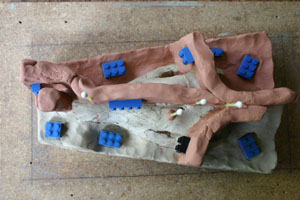
You don't typically get a chance to see inside of a mold when you have a two piece mold. It is either one side or the other. This mold allows us to look into the mold with bottom and top in place. In the first two rows of blue mold photo at right, the left most images show the inside with the back and front of the skull mold removed. The middle photo in the second row is the inside of the front section of the skull. Notice the pour hole at the top of the picture. The left and middle pictures in the third row show the inside of the mold with the left and right sides removed. Other photos show the various parts of the mold with descriptions below.
Below the mold photos are two photos of the casts made from the mold. Notice the sprues and pour stems still attached. These will need to be removed and cleaned up before the cast can be painted. The last two images are of the painted cast (left and right sides).
If you look closely at the first two photos of the original specimen and the last two photos of the replica, there is a little difference between them, in coloration. This is due to lighting, when the photo was taken. Actual coloration between them is very similar.
To see some of the other steps in the creation process, please view other pages in this web site. Also enjoy the other products and information on this web site. New additions, and updates, are made to the site monthly.
Thank you for visiting.

Leftt side of original specimen.
Pour hole, sprues and alignment bricks for jaw mold.
 Frame placed around mold bottom and lower jaw..
Frame placed around mold bottom and lower jaw..

Original specimen back of eyesocket and zygoma.

Right rear mold quadrant.
Skull with mold separations, top view.

Left front section poured, clay barrier removed..

Full skull mold poured, back section removed. .

Skull mold with front section removed.

Skull mold - bottom and right side.

Skull mold - top left (back), right (in front).

Skull casts with sprues and pour columns attached.

Finished peccary cast - left side.

Right side of original specimen.

Frame around bottom of lower jaw.

Both sides of mold poured.

Skull with dividing quadrant walls, sprues, & bricks..

Right front mold quadrant..

Skull with mold separations and frame. .

Both front sections poured, left rear barrier removed.

Skull mold base.

Skull mold, front section. Pour hole at top.

Skull mold - bottom and left side. .

Skull mold - top left.

Skull casts - showing teeth.

Finished peccary cast - right side.
Clay base for first step to make lower jaw mold.

Frame & clay base removed.

Left eye socket of original specimen.

Left front and back mold separating walls..

Skull with mold separations - front.

Left front mold section poured.

Frame replaced & back left section ready to pour.

Skull mold base, close up.

Skull mold - bottom and right front, from back side.

Skull mold - top four sections

Skull mold - top right