Hyaenodon skull cast
This is the molding of our Hyaenodon skull. As you can see by the number of pictures, the narrative is somewhat long winded. If you are reasonably mechanically inclined, you can probably figure out the mechanics of making a two or three part mold just by studying the photographs at the right. On the other hand, if you have already tried that (and didn't fare too well), you may want to give the following a quick read for some of the finer points and considerations when making a mold with greater than one part.
Step one is to start with a base of clay. Remember, that there must be at least 1/4 inch above (or below) the highest (or lowest) portion of the piece being cast. Since this is a a two piece mold, both above and below must be considered. You must also leave enough room on all sides to be at least 3/4's of an inch away from the frame walls. This allows for strength of the mold, prevents tearing, and prolongs the life of the mold. Clay must be built up around the piece to be cast to separate the different portions of the mold. Separate the different portions at some logical place on the piece being cast. It is usually somewhere about half way up the side of the piece. A place without too much detail, so that it will be easier to clean up the mold seam edges after the piece has been cast.
Once you have established where one part of the mold ends and the other begins, you must determine where to place your sprues. Sprues are an important part of a milti-piece mold. Since the piece being cast is completely encased within the mold, you need a way to get the casting material into the mold and a way for otherwise trapped air to escape, enableing all areas within the mold to be filled properly with casting material. As I just mentioned, you want to not have any trapped air spaces. This would create a spot in the mold which would not cast. Therefore, you want to place your sprues at the highest points on the piece being cast. These sprues also allow the air within the mold to escape quickly as the casting material is being poured in, which allows the casting material to flow rapidly as well. Some casting material solidifies fairly fast, so you want it to be able to fill the mold as quickly as possible, to insure a good cast. Rather than having a flat surface between the pieces of the mold, allow the surface between them to be somewhat contoured. This will ensure that the sides do not slip or otherwise become misaligned creating an unacceptable casting. To further ensure proper alignment of the sides of the mold we have used some different sized Lego blocks to act as allignment pegs. Anything similar would do as well. This makes certain your sides fit together like a hand in a tailored glove.
Photograph number three is the mold frame around the specimen. Again the sides of the frame should be 3/4's of an inch from the closest sides of the specimen and the top of the frame should allow for at least 1/4 inch of depth over the highest point on the specimen. The fourth photo shows the poured first half of the mold. Curing time for each portion of the mold is 24 to 48 hours depending on the thickness of the thickest part of the mold and the temperature of the molding area. Lower temperatures require a longer curing time. You don't want to pull a mold off of a speciment too early. If it is not fully set up, you can't just put it back on, to let it finish curing. You must start over. So it is better to err on the safe side and allow a little more time than is required. It won't hurt anything to wait a day longer than necessary.
The next photo shows the frame removed as well as the original clay base. Notice the impressions left by the Lego blocks. When the other side of the mold is poured it will fill in these spaces to create a custom fit for both sides. It is extremely important to mention at this point, DO NOT remove the specimen from the just molded side. Avoid this temptation to see what the empty mold looks like. The reason for this is that you want to maintain a good seal between the molded side and the specimen, to prevent new molding material from seeping into any open spaces and potentially ruining your finished piece.
Picture number five shows the frame back on, ready to receive the molding material for the other half of the mold. Number six show the completed mold removed from the frame. The next photo shows the two halves of the mold with the specimen in front.
Up to now this piece has been a fairly simple and straight forward two piece mold casting process. I have mentioned in the discussions of several of the other castings on this sight that we use very expensive silicone for making our molds. Our cost is nearly $1,000.00 for 5 gallons of silicone. It has high compressability, meaning it doesn't squash down and distort the sides of your cast when pressure is placed on the mold. Most of our pieces are cast under pressure because we use expansive materials to make our one piece mold casts. It is pliable but not as much as some of the other less expensive silicones. This means it will not tear as easily and then have to be remolded. I had been thinking about trying some of the less expensive silicones. When we got the Hyaenodon skull it came with a finished mold made of several of the lesser quality silicones. We made two casts from the mold. The base portion of the skull mold was made with one type of silicone and the top portion was made with another type of silicone. Neither one could have been of any quality. The base portion started to tear in two places, and this was without any abuse. The top part of the skull mold started to disintegrate from normal handling. Running a finger over a textured part of the mold would knock off small pieces of the detail. While trying to remove the skull from the mold the undercuts of the cast tore off two large portions of the mold. The bottom portion was sprayed with mold release so the two halves would separate easier. You brush over the mold, after spraying it with the mold release, with a very soft 3 inch paint bursh to make sure there are no blobs of spray, and that knocked off the tops of the Logo block aligners. Clearly using less expensive materials isn't the answer. If you can only get a few casts from a mold before you have to redo it, then with the added time and materials of making several molds of the same thing will quickly outweigh the cost of using more expensive silicone. Based upon the original mold of this specimen we are no longer considering using the cheaper stuff. And I mean cheap in every sense of the word!
Our initial attempt at making the upper part of the skull was to duplicate the original piece for a two piece mold. We knew that we would have to make our mold with a thinner wall than the original, so that we could pull the walls apart to remove the skull. The original mold walls were about three inches thick on both sides and they were not very flexible. Our mold had thinner walls, but even with four hands we were not able to extract the delicate cast from the mold without risking breakage. The mold had to be cut off the cast ($250.00 worth of silicone). The cost of education! Based on this experience, we decided the most sensable way to make the mold would be to create a three piece mold for the top of the skull. Another new experience! Photograph nine and ten show the first phase of this process, from the front, with the base and the separating wall for the two pieces of the top portion of the skull and then the same thing from the side. As with the two piece mold above, when deciding where to separate portions of the mold, find a place on the specimen that will be easy to clean up the fine casting lines created by the junctions of the different sides of the mold. Also it is very important with complex pieces, to think about how the mold will be removed from the completed cast. You want as little stress on both the mold and the cast as possible. If large portions of either mold or specimen must pass through narrow areas it will not work. This is what happened when we had to cut our first molding attempt off. Remember also, to place your sprues at high points on the specimen so that those areas will be cast and also to allow otherwise trapped air to escape. For the pour hole, select an area where matrix is showing or some other area with low detail, since this area will have to be ground out once the sprue is removed. You can see our sprue for the pour hole at the bottom front of picture nine and at the far right of number ten. It was attached to the matrix in the nose of the specimen. And don't forget to contour the sides of the mold and place alignment blocks to make the mold hold together tightly.
As you can see in photo number eleven, we have obviously left out a few steps, which by now you should already know about. Obviously the first side of the mold didn't just take shape on the top right side of the skull. It needed a frame and the edge between the frame and the barrier wall had to be sealed to prevent the silicone from leaking while it set up. Once the silicone has set up, frame and clay from the barrier wall must be removed (carefully). Check the contact between the specimen and the remaining clay base to insure they have not become separated. If all is well, we need to make sure there are the necessary sprues placed at high points on this side as well. Then replace the the frame and pour this part of the mold.
The next photo shows the two top sides of the mold complete with the frame and clay base removed. It is important to remove all the clay from the seam next to the specimen. Leaving any clay at any point next to the specimen will leave a void in the mold which will create a bump on the cast which will always have to be cleaned up on every cast which is made. A little extra care up front saves a lot of work later! As with the two part mold above, DO NOT separate the specimen from the current parts of the mold. If you do, you may not be able to put the specimen back in for a tight fit and new molding material may seep in, potentially destroying some of the detail of your cast specimen. When you are satisfied that you have removed all of the clay, return the mold to the frame, seal the edges and pour the next part of the mold.
Photo thirteen shows the completed three part mold with the frame and specimen removed. Fourteen shows the two top pieces of the mold together. You can see the problem we had with the original mold, of having to pull a large portion of cast through a narrow part of the mold. This was compounded by the cast having sharp edges which caught and tore at the mold. Our first molding attempt was not flexible enought to allow the original to be removed. So, it had to be cut off. This three part mold allows for the top to be removed in two pieces, sideways. And it takes away the stress that would have otherwise been placed on both the cast and the mold. The last photo shows both cast pieces with sprues still attached.
To see how we created some of our other molds or other steps in the creation process, please visit other pages on this web site. Also check out our many other products and information on this site. New products and information are added monthly.
Thanks for visiting!

Hyaenodon lower jaw - step #1
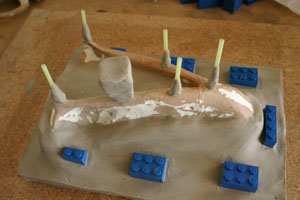
Hyaenodon jaw with sprues and mold guides

Hyaenodon lower jaw with mold frame

Hyaenodon with 1st half of lower jaw poured

Hyaenodon jaw - 1st half with clay removed

Hyaenodon jaw & frame ready for 2nd half of mold

Hyaenodon lower jaw mold with frame removed

Hyaenodon mold with jaw removed

Hyaenodon skull with clay base & mid wall

Hyaenodon skull with clay base & mid wall

Hyaenodon skull with 1st side poured

Hyaenodon skull with1st & 2nd sides poured &
clay base removed

3 part Hyaenodon mold with skull removed

Hyaenodon skull mold - top half (2 parts)

Hyaenodon skull - lower & upper portions